



【本文节选】作者:朱明华、黄翔、韦红余;单位:南京航空航天大学机电学院
飞机不同于一般机械产品,飞机部件的加工成形、钻孔铆接和装配对接、测量检查等工序都需要在专用的部件支撑工装上完成。传统飞机部件支撑工装是针对每个部件的外形特征制造的专用支撑工装,此类工装通常为托板式刚性结构,其结构复杂笨重,操作不便,效率低,可适应性与灵活性较差。而国内航空企业面临多种型号飞机的研制与批量生产,如果仍然采用传统的支撑工装,飞机生产准备周期、工装制造成本将占研制周期及研制成本相当大的比例,不利于飞机生产制造;从国外情况看,在研制可重配置、可调整工装方面广泛采用液压技术、数控技术、机器人技术及气垫技术等,大大提高了飞机部件的生产和运输效率;国内在部件柔性支撑方面的研究起步晚,与国外差距较大。
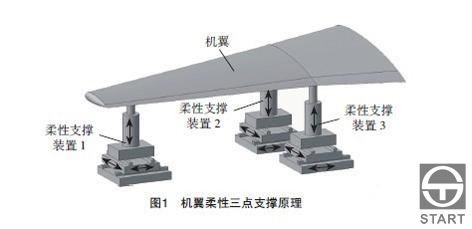
为了使部件支撑工装具有足够的柔性,针对某机翼设计了一种柔性支撑装置,它可以在3个相互垂直的X、Y、Z 3个方向上移动,且可以实现联动控制,稳定性高,运行平稳,可靠性强。并以此为基本单元,由3个柔性支撑装置通过排列构成机翼柔性多点支撑阵列,与控制系统构成机翼柔性多点支撑系统,以替代传统刚性支撑工装,其原理如图1 所示。此外,通过对多个柔性支撑装置不同组合排列,可以满足多种机型机翼的支撑要求,进一步满足柔性要求。
柔性多点支撑方法
柔性多点支撑技术的基础是“多点技术”。“多点技术”已经广泛应用于蒙皮拉伸成形,在压成形等板料零件成形加工中发展成为“多点成形技术”,这在板料成形中的应用日益广泛并渐趋成熟,但“多点技术”尚未在飞机部件支撑工装中广泛应用。
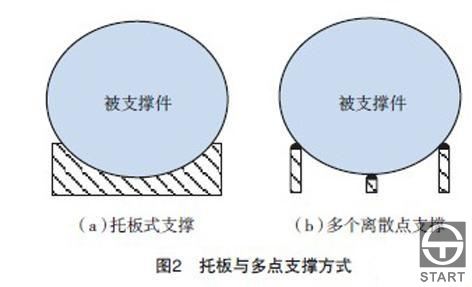
传统托板式支撑工装的托板外形与被支撑飞机部件外形吻合,如图2(a),而柔性多点支撑则通过由支承部位上多个离散支撑点来完成,如图2(b),其主要思想是将传统托板支撑工装的整体支承面离散化,在飞机部件支承部位上取多个离散支撑点来拟合飞机部件支承部位处的截面,各个离散支撑点各向行程独立可调;其中离散支撑点等效为柔性支撑装置,将支撑托板替换为多个柔性支撑装置,这样飞机部件各支承部位的多个柔性支撑装置组成柔性多点支撑阵列,通过精确数字化建模,调节各支撑点的空间位置,使柔性支撑装置支撑点与飞机部件表面完全贴合。
根据飞机部件(前机身、中机身、后机身、机翼等)的结构特点,柔性多点支撑阵列有三点式、四点式、六点式等布局,具体布局方式取决于飞机部件结构特征,由多个柔性支撑装置排列组合而成。当被支撑飞机部件改变时,柔性支撑装置作为基本单元,不需重新设计,只是通过改变各柔性支撑装置的相对位置、增减柔性支撑装置数量迅速重构组成新的柔性多点支撑阵列的方式,实现多机型共用同一支撑工装,从而满足新部件支撑要求。相对传统托板式工装,柔性多点支撑工装实现了一套工装多种部件共用的构想,节省成本,加快飞机产品更新换代。